Every day, the world food system and its many moving parts are functioning at an incredibly fast pace – this means that growers like Nature Fresh Farms need to continuously introduce innovative supply chain solutions to keep up with ever-changing market demands.
In our newest Warehouse facility in Leamington, ON, our team has introduced industry-leading technology to increase the interconnectivity and efficiency of our entire operation. As a vertically integrated company, it is extremely important for all our facilities to communicate seamlessly with one another – from picking to packing to shipping, there can be no missing links.
Interconnected systems, automation, and smart design help us maximize efficiency and safety while simultaneously ensuring we deliver the freshest products possible to our customers across North America. For an inside look at how we connect our processes and programs within our integrated supply chain, read on!
Integrated & Automated: Supply Chain Technology
Within our Warehouse, almost every machine and piece of equipment is interconnected. This means that each section of the supply chain communicates internally, ensuring the proper information is passed on between every link in the supply chain from start to finish.
Many of these machines are also automated. Automation refers to automatic and autonomously-functioning piece of equipment that does not need a person to be operated. In our Warehouse, our team members program any automated equipment to perform tasks according to very specific parameters. Once these machines are programmed and running, our team can move on to other tasks.
Here are some of the smart technologies we use in our Warehouses to increase our efficiency and ensure fluent communication throughout the supply chain.
Automatic Guided Vehicles
When product is picked in our greenhouses and loaded onto carts, we use Power Bee electronic tow trucks – also known as self-driving carts or automatic guided vehicles – to transport product from our greenhouse rows directly to the Warehouse packing area.

Using an intelligent traffic control system installed in the flooring of our facilities, the self-driving carts are autonomously directed from their starting point – a greenhouse row – to an end point – a packing line in our Warehouse. Each Power Bee cart has an integrated sensor that detects the sub-floor traffic control system, allowing each cart to stay on the proper track from Point A to Point B. When multiple carts are travelling between these two points, the smart traffic control system communicates within itself to avoid collisions and ensure the most efficient transport of our products is achieved.
When walking through our facilities, you will spot arrows on the floor. These arrows are for the benefit of our team – they let us know which direction our carts are travelling when situated on each specific track. In addition to the arrows, each Power Bee machine is equipped with safety sensors that force the vehicle to stop when it senses something (or someone!) is in its path.
TAKS Integrated Technology
Many of the machines and equipment used in this Warehouse come from a company called TAKS Handling Systems. This company is a world leader in creating custom-built internal transportation solutions for fresh produce supply chain processes.
One of the most important benefits this system provides is seamless interconnectivity from one machine to the next. If an update is made at one stage of the production process, all TAKS machinery and equipment instantly reflects this change. When we need to set up our packing lines for a specific type of packaged product – for example, TOMZ® Cherry Tomatoes – our team can input all the required information at the start of the production process, and it will automatically update all machinery accordingly.
Fluid communication across the entire TAKS system allows our team to set up an efficient and smooth supply chain process.
Smart Packing Line Solutions
With such a wide variety of packages being channeled through this Warehouse’s packing lines, smart packing line solutions needed to be introduced from the first day of operation. Adaptability, precision, and efficiency are trademark elements of all these innovative technologies! Check out a few of our most exciting pieces of equipment that are helping to revolutionize our supply chain processes.
Accu-Label PLU-Sticker Machine
When larger Tomato varieties are being sent down a packing line, our team needs to ensure every single Tomato is applied with a Price Look-Up (PLU) sticker. A PLU sticker is found on many produce items sold at the grocery store, and it tells consumers the product’s country of origin and who is marketing it. This means that if you see a sticker that has the Nature Fresh Farms logo on it, you know that item is coming from us!
Our team uses an Accu-Label machine to apply these important PLU stickers to our Tomatoes. Using a camera that takes a picture of each individual Tomato as it comes down the packing line, this machine applies a sticker to each individual Tomato with precision and efficiency. No matter how many Tomatoes are in each pack (as pack sizes vary depending on the product and order specifications), this machine will consistently place a sticker on each and every Tomato!
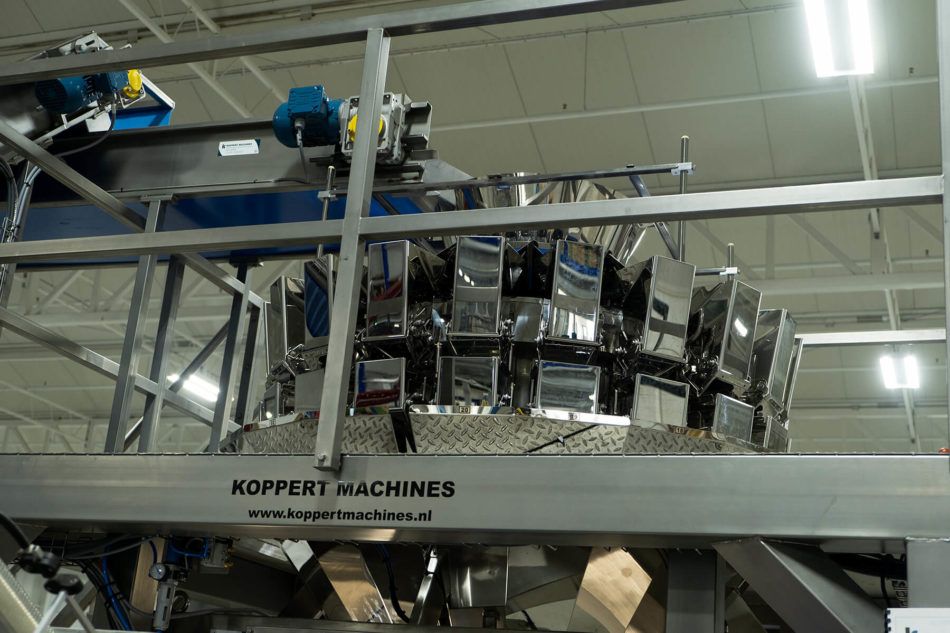
Koppert Linear Weigher
When our lines are packing Snacking Tomato varieties, we utilize a linear weigher from Koppert Machines which divides the Tomatoes into individual chambers that are pre-set to a specific weight. Once a steep conveyer belt delivers a batch of Tomatoes into the weigher and fills up all 24 chambers to the specified weight, the portioned Tomatoes are placed in the appropriate packaging containers and sent down the packing line.
Proseal & Endflex Machines
When our packaged Tomatoes make it to our Proseal® machine, top-seal film, along with the country of origin and weight information, are applied to each individual package. Once the top-seal film has been applied, our Endflex case packing machine uses suction cup technology to pick up a group of packages from the line and efficiently pack them into cases. These cases are then transported along an elevated conveyor belt system to our automated palletizer to assemble all the cases onto pallets for final transport.

In-Line Crate Washer
Our in-line crate washer works on a continuous cycle to ensure we always have clean crates available for packing! In approximately 45 seconds, each crate makes its way through our crate washer where it is sprayed with water and steamed to kill any potential bacteria. Once crates are cleaned, they are automatically pushed to a loading area where they can be used as soon as they are needed. This system makes crate washing more efficient than ever before, always ensuring the availability of clean packing crates!

The Future of the Supply Chain
As our food system shifts, so do the technologies we use to safely bring fresh produce to our consumers. And as a company driven forward by innovative thinkers, we are looking forward to welcoming even more integration and automation into our supply chain in the years to come!
For more information on how we innovatively pick, pack, and ship our products, head to our Sustainable Growing page.